

Getting into the Spirit of Water Efficiency
Posted on: June 2018Ben Orchard and Richard Carter, Adnams Brewery
 |
About the authors: Ben Orchard is the environmental sustainability manager at Adnams and was the project manager for this chapter of the story. He’s a graduate of the University of East Anglia and was crowned Edie’s Sustainability Manager of the Year (2018). Richard Carter is head of both finance and sustainability at Adnams and regularly speaks about the significant economic advantage that sustainable business brings. In addition to his financial qualifications, Richard is a fellow of the Institute of Environmental Management and Assessment |
WATEF blog June 1st 2018
Getting into the spirit of water efficiency
Adnams is an award winning brewery and distillery in Southwold, a pretty Victorian town on the east coast of Suffolk. We’re most famous for our beers (you’ve probably heard of Ghost Ship, Southwold Bitter and Broadside) but we’ve also won the award for The World’s Best Gin and The World’s Best Vodka, which we make directly from barley grain.Our sustainability story is long and illustrious. Our brewery has innovative heat capture equipment, our distribution centre is so well insulated with its lime and hemp walls that we have no cooling or heating equipment and we save a million litres of water per year by capturing rain water. We’ve recently become even more famous for the 250,000 honey bees that we keep on the site. We were the first brewery to do a full lifecycle analysis on our beers for both carbon and water and have saved thousands of tonnes as a result. We operate one of our trucks on biomethane and are introducing electric vans across our shops.
‘Waste’ heat as a resource
Adnams have introduced more new technology into the brewery and distillery to reduce both water and energy consumption. This is a huge chapter in our sustainability story – our distillery water consumption should reduce by about half and our energy (and carbon emissions) will reduce by around 15%. As with all our sustainable business projects, there’s a very clear environmental and financial business case too, which goes a long way towards offsetting other cost pressures and keeping our products at an affordable price.
What have we done?
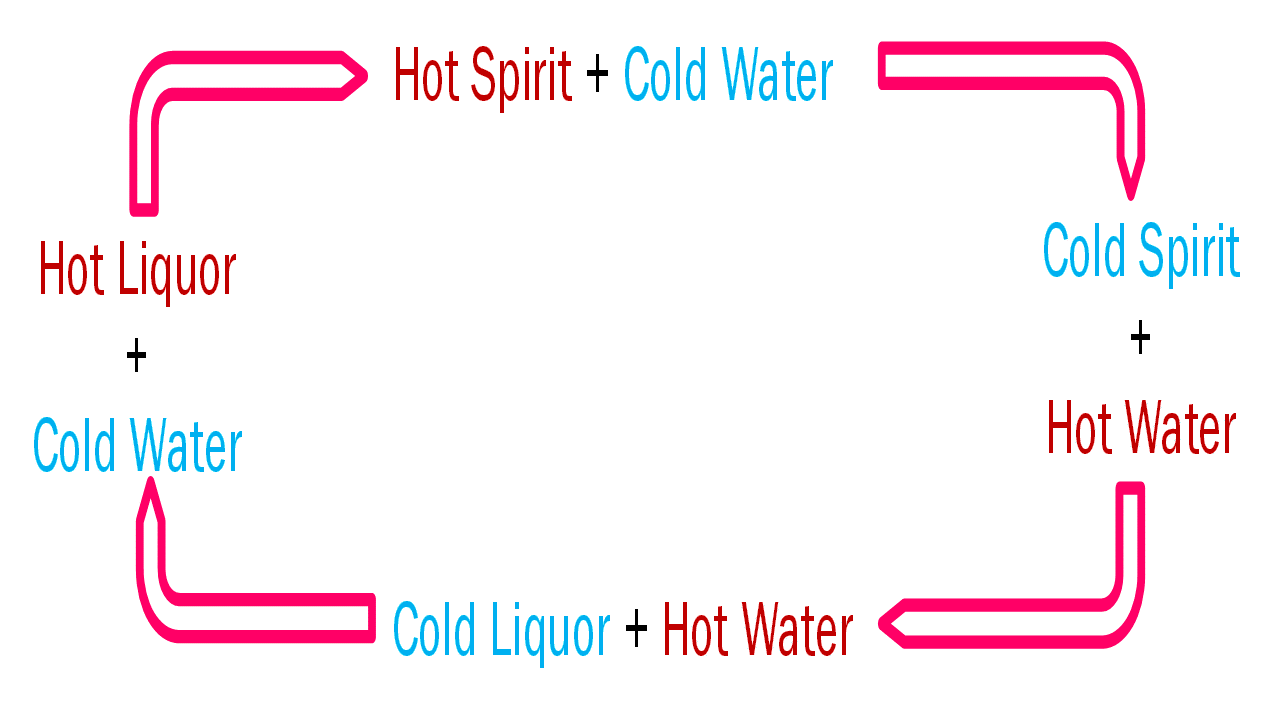
We’ve identified two high temperature waste streams from our distillery which are a very valuable resource. How so? Because we need hot liquor in one of the very first stages of brewing beer. So, we’ve installed a heat exchanger to pass the heat into brewing liquor which is used in the brewery just next door to the distillery!
The first part of the distilling process requires a beer wash to be evaporated leaving just the alcohols behind. This produces a large volume of very hot ‘waste beer wash’. This is around 100 degrees C so has a significant value to it which we wanted to capture and reuse rather than waste. The second part of the distilling process requires our spirits to be cooled. To do this, we pass cold water through the rectifying columns, which of course then takes on the heat. This is around 80 degrees C and therefore also a very valuable resource for us which is now no longer going to waste.
In addition, having removed the heat from the rectifying column cooling water, we’ve re-routed it back into the distiller ready to be passed over the next batch of spirits that are being distilled. This process can continue indefinitely, with very little additional fresh water required, thus dramatically reducing our previous consumption. Our initial results are showing reductions of 90% for the fresh water required in the distillery. This equates to around a 40% reduction in overall spirit water consumption. We are still calculating some of the heat reduction results, but initial estimates are in line with the proposed savings of 15%, helping reduce our cost based and carbon emissions.
Although this sounds simple and obvious, it’s a combination of two technologies: closed loop water use and heat recovery. It, however, requires you to frame how you view your own operations differently. Sometimes you can’t just look to find solutions to problems, as with this project we were not fixing a problem. You need to think about your processes and what value they hold; don’t see wastes, see resources.
We came up with the idea for this project after a trip to see the National Trust to talk about completely different matters. Through conversations around renewable heat we identified we had a source of heat on site but not an obvious use for it. We considered options of taking the heat off site, but this would have incurred large heat losses. We then identified this specific project as viable due to our growth in both spirits and beer production, which made the technology suitably efficient now that we have reached a suitable volume. This is a direct application of our thoughts on environmental gearing. We’re also one of very few manufacturers that brew and distil in the same location and are thus able to combine these technologies so usefully.
Why is it important?
Southwold, on the east coast of Suffolk, is one of the driest parts of the UK. Indeed, annual rainfall is equivalent to that in Jerusalem! As a result, we’re extremely mindful of our water consumption and our impact on the region. This is why we aim to improve our water efficiency ratios every year. Furthermore, the effluent that we produce is carefully controlled to ensure its composition and chemical strength fall within strict limits; removing the heat from the waste beer wash not only provides us with a source of energy but helps us with these consents. For all these reasons, our ability to manage our water use is essential.
Perhaps more excitingly, and a perfect illustration of why water management is so critical to our business, is the launch of our newest product: Ghost Ship Alcohol Free. This is based on our number one beer, Ghost Ship (4.5% abv), but with the alcohol removed. This is very different from most alcohol-free beers and we’ve done it to keep a close replica of the original flavour. However, the removal of the alcohol molecules is a relatively water intensive process – though don’t worry, we’ve already worked out how we can reuse this water within the production of the following brew!
Had we not reduced our distillery consumption, we wouldn’t have had sufficient capacity to manufacturer the alcohol-free version. Yet again, we have a very clear example of water efficiency generating real resilience for our business in a rapidly changing industry that’s responding to very real changes in consumers’ behaviour.
The Water Efficiency (WATEF) Network
©2026 All rights reserved
Website design by